

1) Прочность инструмента: Инструмент в процессе гибки должен выдерживать нагрузку без деформации собственного профиля. При этом инструментальная сталь должна иметь некоторую эластичность, чтобы избежать (в случае слишком «твердого» инструмента) риска его поломки вследствие случайной перегрузки, которая может привести к травмированию оператора.
Решение Rolleri Все гибочные инструменты Rolleri имеют отличное соотношение стоимости и функциональности. Мы стремимся наилучшим образом учесть все три характеристики, влияющие на прочность гибочного инструмента:
- Профиль гибочного инструмента. Инструмент с «прямым» сечением подвергается усилию только в вертикальном направлении (сжатие). Инструмент, имеющий более сложный профиль, например, S-образный, испытывает также изгибающий момент и, соответственно, имеет меньшую нагрузочную способность.
- Размер секции гибочного инструмента. Каждая марка стали, используемая для производства гибочного инструмента, имеет определенный предел прочности, выражаемый в Н/мм² и твердость, выражаемую в единицах HRC в таблице, приведенной ниже. Необходимо учитывать, что более короткая секция гибочного инструмента имеет меньшую нагрузочную способность, чем длинная.
- Марка используемой стали. После определения профиля гибочного инструмента и размера секции выбирается подходящий материал. Предлагаемые материалы соответствуют международным нормам, разнятся своим химическим составом, механическими характеристиками и ценой.
| Марка стали | Предел прочности | Твердость стали | Твердость рабочей части гибочного инструмента после закалки. |
|---|---|---|---|
| 42CrMo4 | 900-1150 N/mm2 | 29,1 — 36,9 HRC | 54 — 60 HRC |
| C45 | 560-710 N/mm2 | 12 — 15,5 HRC | 54 — 60 HRC |
| 1.2842 (temprato in olio) |
2100-2200 N/mm2 | 58 — 60 HRC | — |
2) Давление и защита рабочих поверхностей от износа: Все усилие гибки концентрируется на малой площади, которая также должна противостоять износу от скольжения листовой заготовки по ее поверхности.
Решение Rolleri: Весь гибочный инструмент подвергается закалке рабочих поверхностей до 54-60 HRC на глубину 3 мм. Исследования специалистов Rolleri показали, что закалка с помощью электромагнитной индукции обеспечивает наилучшее соотношение качество/ надежность и цена. Существует несколько альтернативных методов упрочнения поверхности:
- Объемная закалка: увеличивает предел прочности тела гибочного инструмента, но достигаемая твердость ниже 50 HRC (для сталей С45 и 42CrMo4)
- Покрытие: увеличивает твердость поверхности гибочного инструмента, но не внедряется вглубь материала. Если сталь под тонким слоем покрытия слишком мягкая, рабочие поверхности гибочного инструмента могут быть сдавлены и сдеформированы под большой нагрузкой на малой площади.
- Лазерная закалка: обеспечивает сравнимые с индукционной закалкой параметры, но более дорогостоящая.
3) Размерный допуск: Гибочный инструмент с большим допуском не может обеспечить высокое качество гиба, склонен оставлять риски на металле.
Решение Rolleri: Система качества компании и использование самых современных станков с ЧПУ, на которых работают квалифицированные операторы, позволяет нам гарантировать обработку всех значимых размеров с допуском +/- 0,01 мм.
4) Универсальность: Определяется размерами, профилем и прочностью гибочного инструмента. Позволяет расширить диапазон обрабатываемых деталей, снижает необходимость смены гибочного инструмента, увеличивает производительность.
Решение Rolleri: Благодаря нашему опыту в проектировании и производстве гибочного инструмента заказчик в любое время может получить квалифицированный совет по выбору и применимости того или иного вида инструмента.
5) Исключение следов гиба на поверхности металла:
Другая наиболее распространенная проблема — появление на внешней стороне детали рисок и следов в виде линии, появляющихся в результате контакта материала и нижнего инструмента. Исследования Rolleri позволяют полагать, что риска есть результат поворота листа вокруг малого радиуса матрицы (Рис.1)
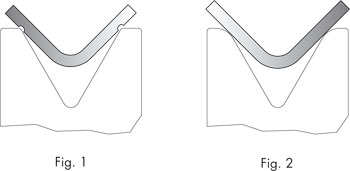
Решение Rolleri: Решение представленное на Рис.2 — это возможно при увеличении радиуса кромки матрицы, на которую опирается лист во время гибки, благодаря большей площади опоры листа.
Используя результаты проведенных тестов, Rolleri пополнили линейку стандартных инструментов новой серии TR, представленной на стр.22-24 каталога Rolleri. Сбоку от эскиза профиля гибочного инструмента находится таблица со значениями радиуса матрицы.
В зависимости от Ваших требований возможно изготовление матрицы с необходимым радиусом с высоким допуском, обеспеченным нашим оборудованием и квалифицированным персоналом.
Это решение предлагается в дополнение как к стандартным матрицам, так и к новым, также возможна доработка имеющихся у заказчика матриц.
Защитная пленка ROLFILM с системой крепления СТ
Данное решение может применяться как дополнение к матрице с увеличенным радиусом или как более дешевый вариант для тех заказчиков, которые редко сталкиваются с проблемой следов на поверхности металла.
ROLFILM — это полиуретановая пленка толщиной 0,6 мм, которая помещается между листом металла и матрицей в процессе гибки.
Такая защита часто оказывается полезной при работе с легкоповреждаемыми материалами, такими как нержавеющая сталь, предварительно окрашенная сталь и алюминий, и, в то же время, она обеспечивает стабильность угла гиба деталей.
Пленка помещается между матрицей и листом металла, что создает защитный слой, предупреждающий появление рисок; кроме того, пленка толщиной 0,6 мм увеличивает радиус кромки матрицы (преимущества описаны выше).
Еще одна важная характеристика полиуретана — обеспечение повторяемости угла гиба благодаря его эластичности. Полиуретан не страдает от деформации и нагрузки — он остается стабильным в течение всего процесса гибки.
Для оптимизации использования пленки ROLFILM мы разработали держатели, позволяющие сохранять положение пленки на матрице и в то же время дающие возможность двигать пленку в поперечном направлении. Это позволяет уменьшить время установки системы и снизить потери. Инновационная система держателей позволяет использовать ROLFILM по всей рабочей длине пресса без контакта со столом.